Характеристики и описание
- Основные атрибуты
- Производитель
- Страна производительСША
- Основные
- Гарантийный срок1 мес
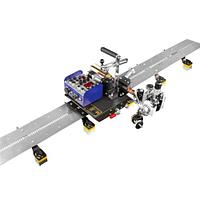
Система автоматической сварки горизонтальной сварки Ransome AGW (Automatic Girth Welder) является автоматической самоходной сварочной установкой, для использования при строительстве полевых резервуаров различного назначения, имеющих высоту пояса от 1,8 до 3 м. Конструкция установки представляет А-образную раму, охватывающую сверху свариваемый пояс и опирающуюся на него. Каждая сторона системы AGW имеет собственную сварочную головку, контрольный блок, подвижную ременную систему поддержки и систему рециркуляции сварочного флюса, обеспечивающие одновременное выполнение сварных швов с обеих сторон резервуара. Сварочная часть системы включает комплект оборудования для автоматической сварки под флюсом компании Линкольн Электрик на базе автоматической головки марки NA-3S. В тех случаях, когда это одобрено заказчиком, система AGW, так же может использоваться для сварки двумя дугами по технологии Twin-Arc, разработанной Линкольн Электрик, или для сварки самозащитной порошковой проволокой.
Несущая А-образная рама
Устанавливается на верхнюю кромку свариваемого пояса и обеспечивает поддержку двух сварочных платформ.
Регулировочная рама
Снабжена телескопической системой регулировки позволяющей изменять размер рамы, настраивая ее на определенную высоту свариваемого пояса. Система имеет грубую и плавную регулировку. Грубая регулировка имеет три ступени: 1,83 м (6 футов), 2,44 м (8 футов) и 3,05 м (10 футов). На каждой ступени существует плавная регулировка ± 355,6 мм (± 14 дюймов). Таким образом диапазон высот расширяется и составляет от 1,47 м до 3,41 м.
Сварочная платформа
Оснащена защитными шторками для безопасности оператора и защиты зоны сварки. Каждая сварочная платформа имеет лесенку, позволяющую операторам, в случае необходимости, перемещаться c одной стороны резервуара на другую.
Направляющие ролики
Позволяют ускорить процесс подготовки системы к сварке. Легко монтируются и демонтируются.
Рабочие опорные ролики
Позволяют сваривать резервуары диаметром от самого большого до 4,6 м.
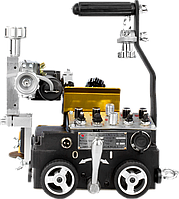
Блок управления
Осуществляет контроль скорости сварки (0,10 - 2,67 м/мин) и другими сварочными параметрами. Управление сварочными головками происходит с обеих сторон резервуара.
Система автоматической сварки под флюсом компании Lincoln Electric
В комплект входит источник питания – универсальный сварочный трансформатор с тиристорным управлением марки Idealarc DC-600, сварочная головка NA-3, блок управления, механизм подачи, блок
правки и стенд для установки катушки с проволокой. Сварочные головки на внутренней и наружной стороне резервуара смещены друг относительно друга на расстоянии от 76,2 мм (3’’) до 152,4 мм (6’’).
Система рециркуляции флюса
Обеспечивает эффективное использование сварочного флюса.
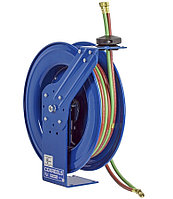
Газовые горелки для подогрева стыка, производства компании Victor
Для предварительного подогрева сварочного стыка.

Позволяющая операторам, ведущим процесс сварки, общаться друг с другом.

Отзывы о продавце
- Покупатель17.03.2022Цены не соответствует реальности в три раза дорожеЦена выше заявленной
- Покупатель24.01.2021Актуальное описаниеБыстро отправилиАктуальная ценаТовар был в наличии
- Satu защищает

Доставка
 Самовывоз
Самовывоз курьером
курьером
Оплата и гарантии
 Наличными
Наличными Безналичный расчет
Безналичный расчет
Похожее у других продавцов